砂輪在磨削一定數量的齒輪后,其螺旋表面產生磨損,導致被磨齒輪的齒形誤差超差。機床上的砂輪可自動切向位移,以便使砂輪正在磨削部份的廓形正確、刃口鋒利,保證被磨后齒輪的精度穩完達到5級,但是,砂輪自動切向位移使砂輪不能得到充分利用,增加了砂輪的修整次數。
通過實驗可知,在砂輪的某一固定位置磨削齒輪,
齒輪的齒形誤差(該項誤差為影響磨齒精度達不到5級的關鍵項目)隨磨削齒輪的件數呈圖所示的規律變化。
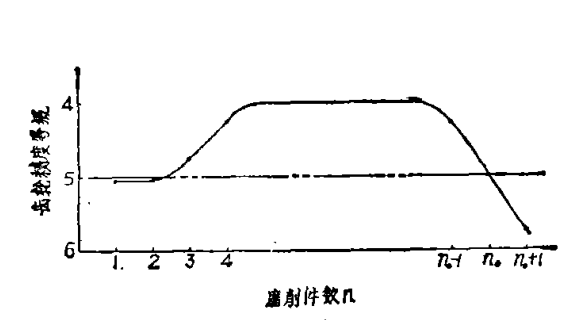
按這種精度與件數變化規律控制臨界磨削件數和用手動切向移位,能使砂輪的使用壽命增加。齒輪的齒形精度不低于5級的臨界磨削件數大小,反映了砂輪磨損的快慢。
減少磨削余量和降低齒圈徑向跳動,可大大地減緩砂輪的磨損,提高臨界磨削件數。而余量的大小和齒圈徑向跳動主要取決于磨齒前齒輪精度。
1、采用滾齒-齒部高頻淬火(G48)-基準面(內孔及端面)磨削-磨齒的工藝路線
起初,使用Y88型滾齒機,加工出的齒輪精度為8級。齒部高頻淬火使齒輪精度下降,基準面磨削(卡齒頂圓在M131W型萬能外圓磨床上磨內孔)又使齒輪精度繼續下降,這樣,磨齒前齒輪精度為9級。
因此當
齒輪模數m為2~3.5mm時,磨削余量為在公法線長度上0.18~0.20mm。由于磨削余量較大,且分布不均勻,如齒圈徑向跳動大等,造成砂輪很快磨損,臨界磨削件數只有7~9件。
為了提高磨齒前齒輪精度,可采取如下措施:
a、使用YM3180E精密滾齒機,滾齒精度可達6級。
b、選擇合理的熱處理工藝參數,嚴格控制熱處理變形。
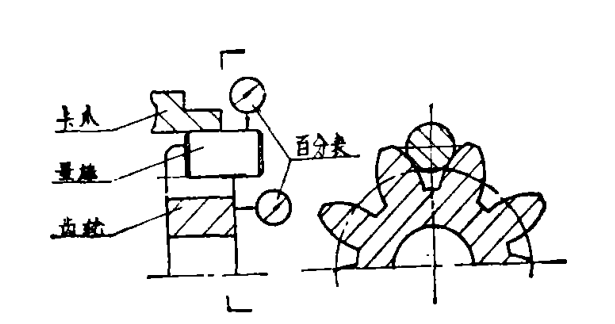
c、磨內孔工序按下圖卡齒圈校正徑向和端面跳動,使它們不超過7級精度齒輪齒圈徑向跳動允差值的2/3。
采取以上措施后,磨齒前齒輪精度可達7級左右,磨削余量當齒輪模數m為2~3.5mm時在公法線長度上可減少到0,10~0.12mm,臨界磨削件數增至13~15件。
2、采用滾齒-齒部高頻淬火(G48)-基準面(內孔及端面)磨削-粗磨齒-精磨齒的工藝路線
當生產每批同一規格齒輪大于400件的較大批量時,提高臨界磨削件數更為必要。
使用本機床粗磨齒輪,除齒形精度外,其余精度項目均達5級。由于不考慮齒形精度,粗磨時臨界磨削件數達49~53件。
精磨目的是提高齒形精度,精磨余量當齒輪模數m為2~3.5mm時在公法線長度上只有0.05~0.07mm,臨界磨削件數可達33~35件。
此工藝雖增加了一次工件裝夾的過程,但由于能充分地利用砂輪,減少砂輪修整次數,對于較大批量的加工,效果顯著。
以上說明僅供參考了解,如有不足歡迎補充。