齒輪的精加工:磨齒原理及機(jī)床調(diào)整相關(guān)說明如下,供參考了解。
蝸桿磨床是采用展成法來磨削已淬火后的圓柱齒輪:正齒輪和
斜齒輪,按連續(xù)分齒展成法用蝸桿狀砂輪來磨削齒輪時(shí),是與滾齒刀切削直齒輪及斜齒圓柱齒輪時(shí)相似。
蝸桿砂輪的修整是用單獨(dú)電機(jī)驅(qū)動(dòng)的修整機(jī)構(gòu)來進(jìn)行,
齒輪模數(shù)為m=2-5,砂輪用金剛石滾輪來修整。
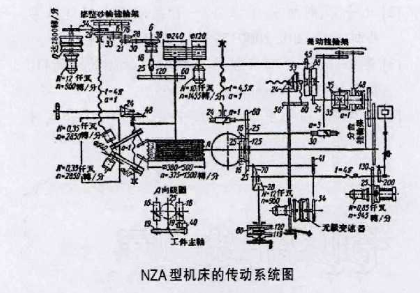
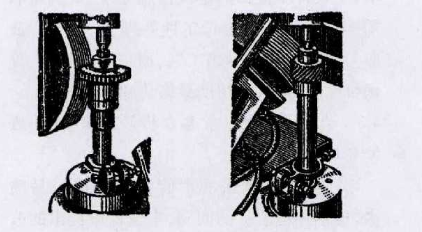
上圖是瑞士進(jìn)口NZA型機(jī)床的傳動(dòng)系統(tǒng)圖,此機(jī)床是用蝸桿狀砂輪加工,磨削圓柱直齒輪和斜齒輪。蝸桿狀砂輪的調(diào)整如下所示。
當(dāng)采用展成法磨削齒輪時(shí),被磨削齒輪沿蝸桿狀砂輪作補(bǔ)充滾動(dòng),像沿著齒條滾動(dòng)樣,這樣的滾動(dòng)能促使蝸桿狀砂輪的磨損較為均勻,并能提高磨削的精度。
NZA型機(jī)床具有下列運(yùn)動(dòng):
在切削過程中蝸桿狀砂輪旋轉(zhuǎn),即蝸桿狀砂輪與被磨削齒輪做展成運(yùn)動(dòng),被磨削齒輪垂直進(jìn)給,齒輪在垂直蝸桿狀砂輪方向做直線進(jìn)給運(yùn)動(dòng)。
蝸桿狀砂輪由功率10千瓦電機(jī)帶動(dòng)得到旋轉(zhuǎn)。
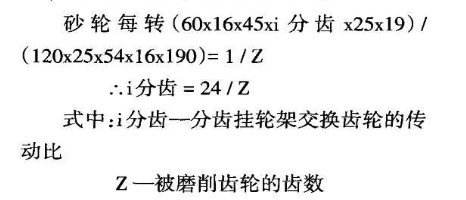
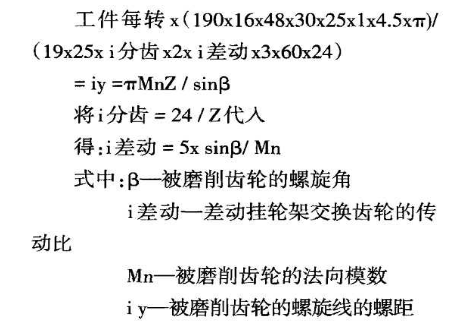
分齒掛輪架是用來調(diào)整被磨削齒輪齒數(shù)的。根據(jù)從砂輪主軸至工件主軸運(yùn)動(dòng)鏈的運(yùn)動(dòng)平衡方程式來進(jìn)行掛輪架的調(diào)整:
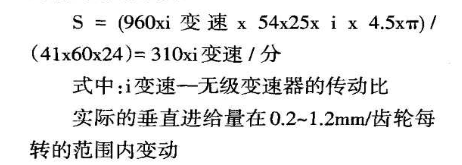
被磨削齒輪的垂直進(jìn)給系是借用球形盤式無極變速器獨(dú)立的傳動(dòng)來實(shí)現(xiàn)的,被磨削齒輪的進(jìn)給速度:
當(dāng)磨削斜齒輪時(shí),與用滾齒刀切削斜齒輪時(shí)一樣,必須調(diào)整差動(dòng)掛輪架,掛輪架系根據(jù)從工作主軸到進(jìn)給絲杠運(yùn)動(dòng)鏈的運(yùn)動(dòng)平衡方程式來進(jìn)行調(diào)整:
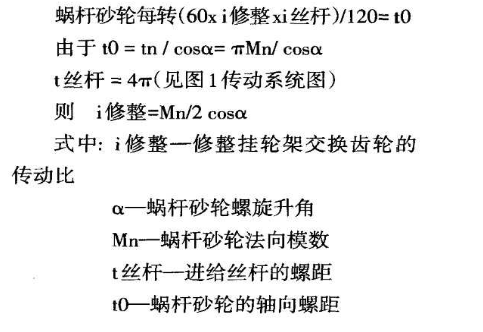
當(dāng)修整蝸桿砂輪時(shí),要調(diào)配單獨(dú)的交換齒輪掛輪架,這時(shí)蝸桿砂輪每一轉(zhuǎn)時(shí)必須使修整機(jī)構(gòu)移動(dòng)相當(dāng)于蝸桿砂輪軸向螺距

毫米。因此修整掛輪可根據(jù)從砂輪主軸到修整機(jī)構(gòu)絲杠運(yùn)動(dòng)鏈的平衡方程式來調(diào)整:
磨齒是
齒輪加工的一種重要的精加工方法,其主要特點(diǎn)是可以作為淬硬齒輪的最終加工工序,并全面糾正齒輪磨前的各項(xiàng)誤差,獲得較高的加工精度。